结构洁净板
地板PVC或环氧自流平
空调洁净中央空调
是否可定制可定制
灯具洁净灯
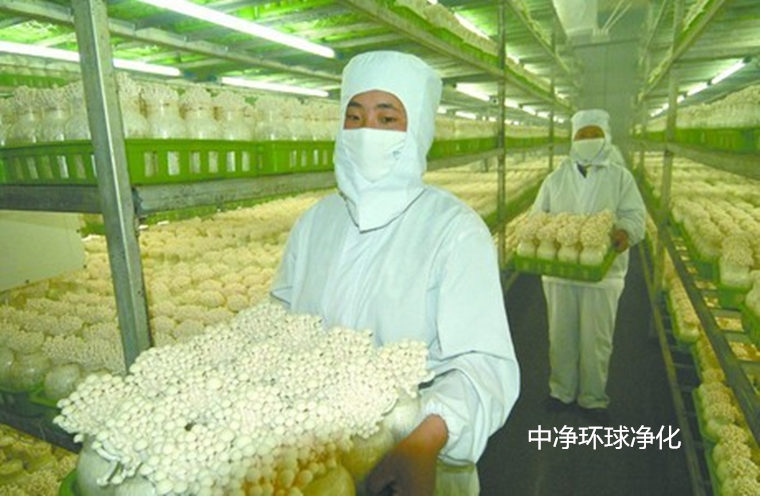
中净环球净化可提供食用菌生产车间、食用菌净化车间的咨询、规划、设计、施工、安装、改造等配套服务,技术、经验丰富、价格实惠。
食用菌工厂化生产是模拟生态环境、智能化控制、自动化机械作业于一体的生产方式。是在按照菇类生长需要设计的封闭式厂房中,在不同地域不同气候条件下利用温控、湿控、风控、光控设备;利用机械设备自动化(半自动化)操作,率生产;通过现代企业管理模式,组织员工有序生产;在单位空间内,立体化、规模化、周年化栽培达到产品的*绿色有机标准的食用菌。
小平菇物料次转运是将生产原料从料场用装载机装到机动三轮车上,拉送到自动配料机料斗内, 进行自动称量配料; 物料的*二次转运是将料袋塑料筐人工装到灭菌车上,推入灭菌柜内进行高压高温灭菌,每灭菌柜装有5184袋9车, 每天生产2灭菌柜, 每柜灭菌占用时间为4-5小时;当灭菌结束之后将灭菌车料袋从灭菌柜移入风冷室进行风冷,需时5小时,然后再将灭菌车料袋移入强冷室进行强制冷却,需时18小时,这时料袋温度已降至25℃左右。
当菌袋菌丝满袋之后,检查每一菌袋,统一菌龄,拣除病袋,进行后熟培养5天, 菌袋后熟培养结束后,将培养架连同菌袋用叉车转移至出菇区,人工把已培养成熟的菌袋搬运到出菇室网隔上,然后再将空转运车推移至培养室位置备用。每天将采菇筐放置在过道栈板上用叉车转运至预冷室,每天将已出完小平菇的废菌袋转运筐放到栈板上用叉车移至出料门口机动车上运出。
自动配料搅拌生产线由一台智能化自动配料机、两台搅拌机、两台正反向螺旋推运器、四台提升机及操作控制台等组合而成;自动配料机可以对4种固体原料:木屑、玉米芯、麸皮、玉米粉及水,共5种原料进行配比。4种固体原料为料斗称重计量,水为远程水表计量。固体料称重采用称重传感器、称重仪表实现,称重仪表通过48s通讯将实时重量信号传给PLC;远传水表将水计量数据通过脉冲信号实时传给PLC。生产人员可以事先按照原料配比将配料设定量、净重、下料量、配料次数,设置在人机界面触摸屏上。开机后plc控制4个固体料螺旋出料机及加水阀,对4种原辅材料及水按照设定量自动控制配料机进行配料,并搅拌均匀。

中净环球净化可提供食用菌洁净厂房、无尘厂房的咨询、规划、设计、施工、安装改造等配套服务。技术专业、经验丰富、价格实惠。
消毒灭菌应注意灭菌锅内的数量和密度按规定放置,如果放置数量过大、密度过高,蒸汽穿透力受到影响,灭菌时间就要相对延长;高压灭菌在保温灭菌前必须放尽冷空气,使消毒锅内温度均匀一致,不留死角,培养料在121℃保温1.5~2小时;在消毒灭菌前期,尤其是高温季节,应用大蒸汽或猛火升温,尽快使料温达到100℃,如果长时间消毒锅内温度达不到100℃,培养料仍然在酸败,消毒后培养料会变黑,pH会下降,影响发菌和出菇;如果培养料的配方变化,基质之间的空隙可能会变小或变大,消毒程序也要作相应的修改,否则可能会导致污染或能源的浪费;采用全自动灭菌锅在灭菌结束后都有脱气的过程,使锅内外压力平衡,便于锅门打开,应安装空气过滤装置使外界空气通过过滤装置回流到灭菌锅内,以免影响灭菌的效果。
冷却室必须进行清洁消毒,好安装空气净化机,至少保持10000级的净化度;冷却室中的制冷机应设置为内循环,要求功率大,降温快,在短的时间内将栽培瓶或袋降至合适的温度,如金针菇要求在16-18℃,可减少空气的交换率,降低污染的风险。接种室必须有空调设备,使室内温度保持18-20℃;接种室的地面必须易于清理,好用环氧树脂材料等无尘材料;接种室必须安装紫外灯或臭氧发生器,对室内定期进行消毒、杀菌,紫外灯安装时要注意角度和安装位置,使接种室消毒均匀周到;接种时由于有栽培种传输至外操作区域,所以室内必须保持一定的正压状态,并且新风的引入必须经过过滤;接种时由于有栽培种传输至外操作区域,所以室内必须保持一定的正压状态,并且新风的引入必须经过过滤;接种操作的过程中人员必须按无菌操作要求进行。
食用菌工厂化设备:食用菌袋栽生产线、食用菌瓶栽生产线、菌种生产设备、灭菌锅、净化工程、制冷设备、加热设备、加湿设备、光照设备、运输设备、层架、包装设备、水处理设备、蒸汽锅炉、发电机。制冷设备是用来降低培养室或者出菇房温度的,以达到为食用菌生长提供合适温度的目的,特别是一些低温出菇的食用菌品种,如金针菇、杏鲍菇等对制冷设备的要求就更高,制冷设备分为单机组和中央空调,现在新建大型食用菌工厂一般都采用中央空调的制冷模式,在节能上有明显优势。食用菌工厂化生产的光照设备不是指普通的车间照明,而是指在出菇期间为了满足食用菌对光照的需求增加的光照,一般采用冷光光源,如金针菇和杏鲍菇广泛使用的led光带,虽然只是一个光的问题,但是这部分的投资也是比较高的。

中净环球净化可提供食用菌生产车间、无菌车间的咨询、规划、设计、施工、安装改造等配套服务。技术、经验丰富、价格实惠。
在食用菌菌种生产中,菌种制作通常分为二级,即母种和原种。母种也叫一级种,由于菌丝生长在的斜面上,所以又称为种或斜面种;为了保证质量,防止退化,母种的转接扩管不**过3次,转扩次数增多,产量有下降的趋势;对长期保藏的菌株,复壮后须经出菇(耳)试验,方可用于大规模生产或销售;一般生产者都是引进母种,经扩繁后用于制备原种。
母种培养基常用琼脂做凝固剂,其又名洋菜或冻粉,从海藻石花菜或其他红藻中提取加工而成,为透明、无味、粉条或粉末状。琼脂化学结构稳定,不易被菌丝分解利用,在培养基中仅起凝固剂的作用,其在96℃时融化成液体,冷却到45℃以下即重新凝固;由于用琼脂配制的固体培养基清晰透明,便于观察菌丝的形态,故成为常规斜面域平板培养基不可缺少的材料;对于生产而言,要求培养基营养丰富,菌丝健旺,因此采用各种加富培养基。
母种培养基一般用为容器,常用的规格为2种∶18毫米×18毫米及20毫米×20毫米,培养基装量为10-15毫升,为长度的1/4-1/5,培养基不可沾附内壁,如有沾附物必须擦试干净。灭菌效果检查 随机抽取5支,在25℃下进行空白培养3-5天后,检查斜面上有无杂菌,如果发现有杂菌,说明灭菌不彻底,要废弃或重新灭菌,无杂菌出现即可供接种用。
灭菌,接种前先将接种用具、培养基以及菌种等放到接种箱(或接种室)内,然后按每立方米用5克,40%溶液10毫升的量进行熏蒸消毒30分钟,如有紫外线灭菌灯,同时开启照射30分钟后进行接种。接种时口不要离开酒精灯火焰旁的无菌区,灼烧一下接种钩并待其冷却,将斜面上的菌苔纵横划切成米粒大的小块,深度以稍带培养基为适,然后再取种块*放到待接斜面的中心位置,抽出接种钩后,再把口烘烧一下,棉塞过火后*塞好;如此反复接种,一般每支母种可转接30-50支。培养:将接种后的放入25℃的培养箱或培养室进行恒温培养,需要12-15天的培养,菌丝才能长满斜面;在培养过程中要随时检查,挑除有杂菌感染或有异常现象的,以保证母种的质量。
中净环球净化可提供工厂化食用菌车间、食用菌净化工程、食用菌洁净车间的咨询、规划、设计、施工、安装、改造等配套服务。
食用菌不是人加工出来的,而是靠菌物生长出来的,它是一个的物质生命过程,而我们面对的则是这个过程的复杂性、变化性、模糊性和随机性。常规的工厂化生产主要通过“人菇对话”的形式,经验性的解决生产技术问题,环境变化、季节变化,所采取的技术措施也在发生变化,生产过程稳定性差,产量、质量波动性大;为了将这一复杂问题简单化,采用垂直流式气流组织形式及温度、湿度、通风多项因子联动智能化控制技术,较大满足了高密度、立体化、工厂化栽培条件下的小平菇个体的均衡生长,生产过程产量高、质量好、稳定性好。
岀菇室采取了垂直送风的气流组织形式,需要在菇房顶部采用排管均衡岀风, 将一般的室内机和室外机合为一体, 考虑到新风系统。工厂化生产为单一品种的周年化培植,由于一年四季环境温度差异较大,工厂化岀菇房相对密闭与保温,因此,人工设施调控菌物生育环境成为关键的技术,它形成了菌物生长的生命支持系统;在这人工生境系统中,温、湿、光、气(风)是为重要的生态因子,它们对食用菌生长的影响往往呈现一种交互作用。如:引入新鲜空气的同时,会引起菇房内湿度的波动和温度的变化;而制冷降温的同时,又会导致相对湿度下降;温度的上升又会引起CO2浓度的升高等。此种交互作用,尤其是通风换气对菇房环境的影响大。
目前各食用菌工厂都没有解决好菇房的通风换气问题,普遍存在通风换气不彻底,菌物在缺氧或严重缺氧状态下生长发育,长时间处于一种“” 生长状况,肯定是产量和质量欠佳,并且常常引发各种病害的发生。这也是目前食用菌工厂化生产稳定性差的主要因素,这一问题得到解决或改善,其它矛盾也就迎刃而解,我们在设计食用菌工厂化生产人工生境系统时,要特别重视制冷、加湿、光照、通风等各系统之间的协调与相互匹配,并以大的可能,减少他们之间的能量消耗;可采取小温差型设计,以降冷运行过程对于相对湿度的影响;采用送囬风管-高风压空调垂直气流场,使菇房温度、湿度、CO2浓度均衡,无“死角”, 较大的满足高密度、立体化栽培条件下的菌菇个体均衡生长等。
http://ccg009.cn.b2b168.com








